Technical info &Benefits
Contamination and Bearing Life·
The influence of particulate contamination present in lubricants and on the surfaces of bearing & machine elements has been studied for the last 40 years. The state of understanding particulate contamination has been developed to such an extent, that it is now possible to predict its influence on bearing life if the bearing running conditions and the type of contaminant are known.
Damaging particles
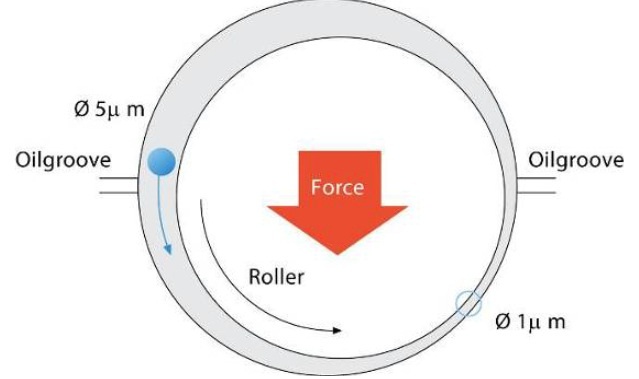
The size of the particle compared with the lubricant film thickness will determine the level of damage to the bearing surface for a particle of a certain material and form. The damage done to the bearing life is thus a function of the oil film thickness and the bearing size, making large bearings less sensitive to contamination than small bearings. The form of the particle can influence the severity of the damage it can cause to bearing surfaces, compact, near-spherical particles being much more dangerous than flat particles of the same size. The hardness of a particle determines how deep the permanent indentation will be for a given particle size and form. If the particle is very hard but brittle the severity of the damage will be governed by the size the brittle particles are crushed down to by the bearing surfaces and is determined by the hardness of the bearing surfaces, the relative motion of the surfaces and the fracture toughness of the particles.
Future demands on cleanliness
In the past and even today, lubricants used by customers in systems with bearings and gears are considered to be clean but they contain considerably large amounts of contaminant particles of a size and hardness great enough to rapidly damage the bearing surfaces. The running in of a gearbox produces large amounts of wear debris which collects in the lubricant and cause indentation on the bearing surfaces. In an experimental investigation in which small cylindrical roller bearings were run for 30 minutes in a lubricant contaminated with wear debris from a gearbox, 10 % of the rolling contact surfaces became covered with indentations. This surface damage was enough to consume 90 % of the expected life of the bearing, as the running in contaminated oil had permanently destroyed the smoothness of the bearing surfaces to such a degree that they could never be run in and become smooth again.
Cleanse-oil had long ago appreciated the benefits of “Off-line oil filtration”, which was endorsed and actively sold by all hydraulic filter manufacturers and other specialised filtration product manufacturers. However all the products that were available on the market had limited abilities and for anything other than small hydraulic systems were very expensive to maintain.
Reviewing the problems , limitations and expense factor Cleanse-oil designed and built a vacuum dehydration machine that performed similar to other manufactures but had a number of specialized design features which meant that the equipment was some 40% cheaper to run, removed particulates on every pass of oil through the machine, removed the moisture all the time the equipment was running and at the same time removed the air in the hydraulic oil. The machine has seen to offer the user of our equipment some or all of the following:-
- Long oil life, 5 to 10 times of oil that’s only filtered
- Reduced equipment breakdown and its associated costs
- 30% reduction in energy running costs
- 35% reduction in cycle time
- 10% extra performance
Our equipment design is of a modular concept and can be configured as a unit for cleaning oil in IBC’s or storage tanks, running systems and even for such systems like those on a waste vehicle where there’s no power available.
Below are a couple of pictures taken with the machine in situ at the Bristol City Council hydraulic lock facility and shows a sample of oil taken from the reservoir before the use of the Cleanse-oil machine and the condition of the oil in the reservoir after cleaning.
.